 |
| Z-Axis Wobble under a 40x Microscope |
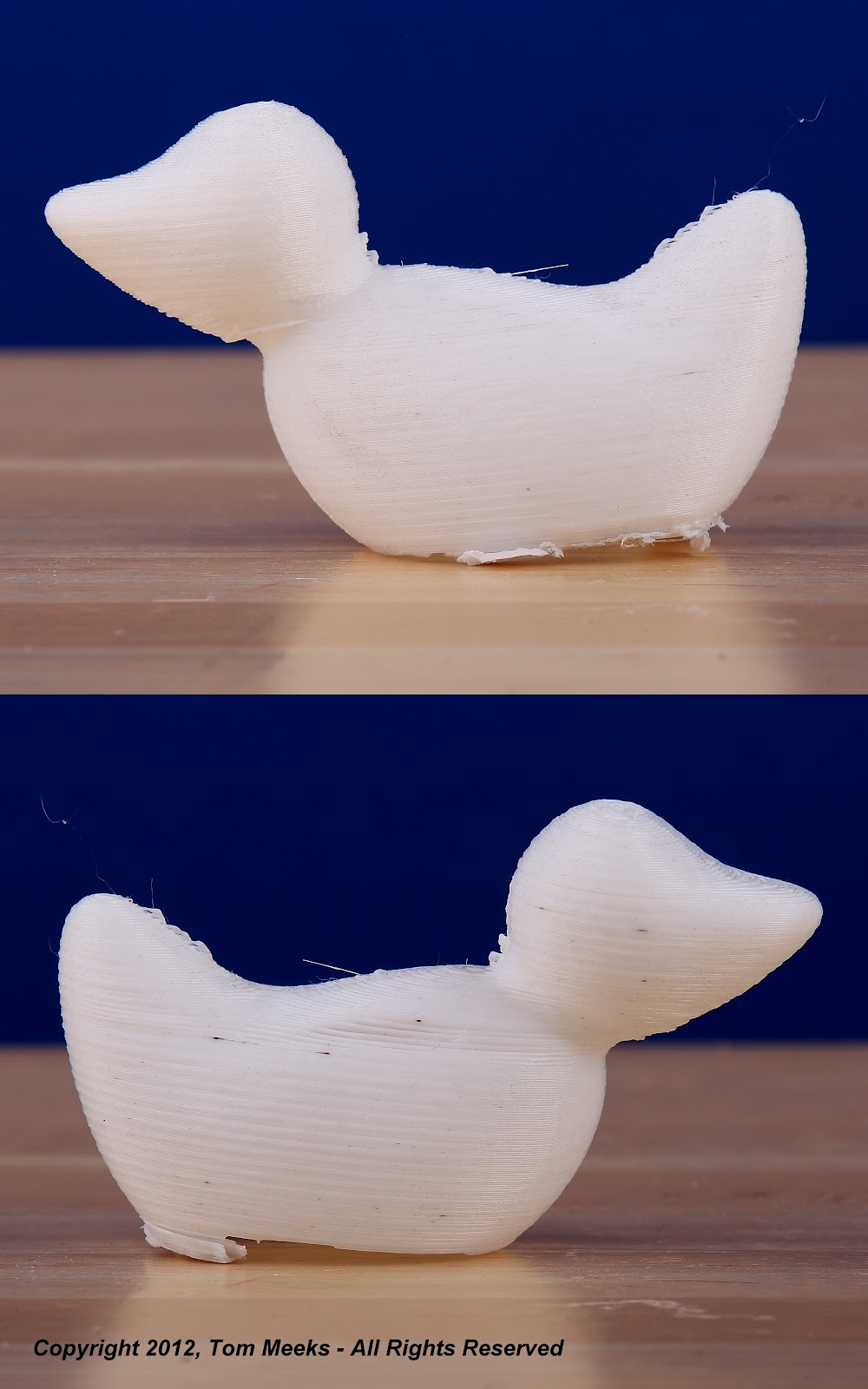
The reason I chose an extruded triangle for creating my test tower is that I knew it would form and sharp edge that would provide the best look at the wobble under a microscope. I wasn't disappointed. Now, remember, each layer is just .125mm high. So, with this better image, I estimate the wobble is probably just between .25mm and .50mm. That is not very much.
Pulled back a bit, we can see how shallow the wobble is in the case of my RapMan. This image also shows that the wobble mirrors one turn of the threads of the threaded robs. The pattern will always be the same length. Only the depth of the pattern will change depending on how badly the threaded rods are bent. This is so shallow that it probably represents a single rod, not all four.
 |
| Wider View of the Z-Axis Wobble Evidence |
In my case, I really don't think it's a show-stopper. However, this is a blog about 3D printing and that raises the bar on the level we need to expect for ourselves. And, that is nothing less than the best prints that might be possible from a 3D printer. Period.
That means addressing the problem if for no better reason than the general issue among all users needs to be addressed.
Z-Axis wobble is a well known issue for most 3D printers. So, there are some very good solutions floating around in various 3D and RepRap forums. There are even fixes that you can download to replace the default Z-Axis system that came with your RapMan.
There is one problem with each of these solutions. They require taking your RapMan apart to replace the Z-Axis lifts on all four corners of the RapMan.
My goal, in pondering a solution was to find a way to minimize or eliminate wobble WITHOUT taking the RapMan apart. I wanted to be able to continue the original RapMan system for raising and lowering the bed. I have no clue if the solution I am proposing will work. At the moment I have run out of filament and can't build and test the idea immediately. But, I can describe the proposal.
Here is a rough image that, hopefully, explains what I am planning to try. There is a LOT of design work yet to be done beyond this rough concept drawing.
 |
| Proposed System - Rough Outline |
Normally this plate would be directly connected to the bed frame. But, in this case I'm proposing to put some parts between the lift plate and the bed frame.
The first of these is the bottom red part. It bolts to the lift plate in place of the bed. It has a fixture into which we will insert some spring steel (Grey in the above image) that can be obtained in any hobby store. The optimal gauge and length we will need has yet to be determined. It is this wire that will provide rigid support for vertical movement while dampening lateral movement.
The wire fits into a similar fixture in the underside of the top red piece. It is locked into place with a set screw and/or appropriate glue.
It is the top fixture that isolates the wobble in the blue section. Notice that the hole through which the threaded rod runs is larger in this fixture. We do not want it to make contact with the threaded rod. As I said, this is a rough approximation of the plan. In the actual part, it will have to be made so that we do not have to remove anything. So, the right side of this section will probably have to be in two parts. And, the hole on the far right, which represents the hole for the smooth outside support rods will actually be two bearings. Again, this is simply a rough concept.
The bed support will be bolted to the top red part. This part will be isolated from the source of the Z-Axis wobble by the spring separating the top and bottom units. And, the bed will be steadied by the top component's connection to the outside vertical support rods.
Hopefully, then, the spring will make a tight vertical connection while allowing the lower section to wobble without that wobble being transferred to the top section and bed support.
Until the replacement filament arrives, we won't know if this technique will work. But, we do know that if it doesn't we have not altered the basic Z-Axis operation and can return to it fairly easily.
I'd love to hear ideas pro and con about this proposal. Perhaps you have already tried something similar. If so, please let me know.











































{kind=link}
{kind=link}